



AK164 4 צירים מחרטת cnc סוג שוויצרי
תכונה של AK164
1. מהירות גבוהה, דיוק גבוה ויעילות גבוהה: פריסת הכלי אופטימלית, ומערכת הבקרה מאמצת עיבוד חישוב במהירות גבוהה כדי למזער את זמן החלפת הכלים, להשיג את המיקום הטוב ביותר ולמזער את זמן העזר.
2. יציבות גבוהה: מסילת ההנחיה ומבנה הטווח מורחבים, והתקן נעילת הבלמים לאחר ציון הציר הראשי/השני משפר את היציבות בעת עיבוד חומר העבודה.
3. תצורה גבוהה: תצורת הכלי הרב-צירי עשירה, והכלי החשמלי הוא סטנדרטי, מה שמרחיב מאוד את טווח העיבוד ומספק את העיבוד המורכב של חלקים מורכבים.
4. קשיחות גבוהה: עובי הדופן של יציקת המיטה, הטווח הרחב של מסילת ההדרכה, הקשיחות וההרחבה של כלי המכונה.חיתוך כבד עדיף על כלי מכונות אחרים ויש לו יתרונות ברורים בעיבוד פלדה, פלדה מסגסוגת, נירוסטה וכו'.
מִפרָט
| לְתַאֵר | יחידה | AK164 | |||
| מְכוֹנַאִי | מערכת בקר |
| Fanuc 0i | סינטק | |
| קוטר עיבוד מרבי | mm | ¢16 | |||
| שבץ | mm | 150 | |||
| ציר ראשי / ציר משנה סל"ד | סל"ד | 10000/8000 | 6000/6000 | ||
| מהירות תנועה מהירה | מ'/דקה | 24 | |||
| כלים | OD Tools | ea | 6×[□12×12] | ||
| כלי עבודה קדמיים | ea | 3×[Ø25-ER16] | |||
| כלים מונעים צולבים | ea | 3[ER16] | |||
| כלים אחוריים (קבועים) | ea | / | / | ||
| מנועים | מנוע ציר | kw | 3.7/5.5 | 3.7 | |
| מנוע משנה ציר | kw | 0.55/1.1 | 0.4 | ||
| מוּנָע | kw | 0.75 | |||
| לַחֲצוֹת | kw | 0.5 | |||
| מנוע נוזל קירור | kw | 0.25 | |||
| אחרים | קיבולת מיכל נוזל קירור | L | 180 | ||
| קיבולת מיכל סיכה | L | 1.8 | |||
| גובה ממרכז הציר לרצפה | mm | 1050 | |||
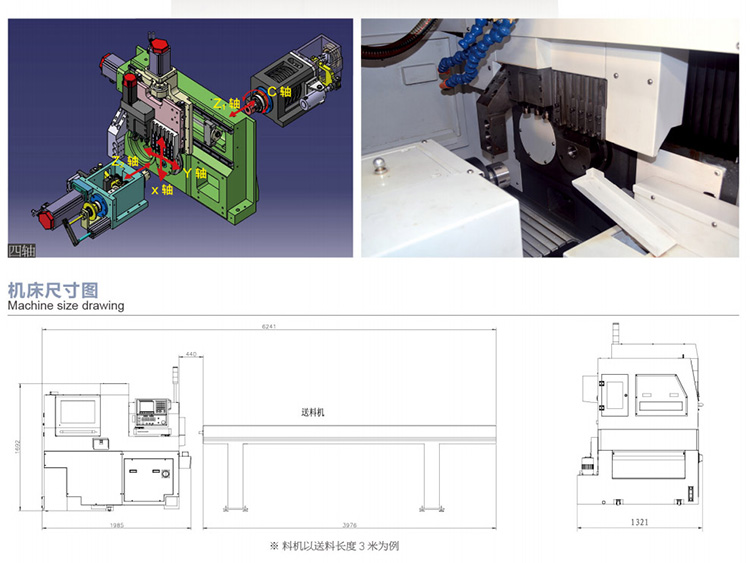
| מֵמַד | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (ח) | mm | 1692 | |||
| מִשׁקָל | kg | 3000 | |||
| בקרת NC | צירים ניתנים לשליטה | 5 ציר/4 ציר | |||
| LCD | LCD 8.4 אינץ' | ||||
| פרמטרים סטנדרטיים של המערכת | תֶקֶן | ||||
| הקשה קשיחה | תֶקֶן | ||||
| גלגל יד | תֶקֶן | ||||
| שליטה סינכרונית/היברידית | תֶקֶן | ||||
| אינטרפולציה סלילנית | תֶקֶן | ||||
יישום של מכונת מחרטת cnc מסוג AK164 שוויצרי
זה מתאים לתעשיות כמו רכב, אלקטרוניקה, תקשורת, IT, רפואה, צבא, תעופה, חומרה, מכונות ואביזרים הידראוליים.הוא מאופיין ביכולת לייצר כמויות גדולות, דיוק גבוה וחלקים קטנים ובינוניים מורכבים.


יתרונות טכניים
1) המגמה של אימוץ ציר חשמלי מובנה במהירות גבוהה הופכת יותר ויותר ברורה, והמהירות המרבית של הציר הגיעה ל-12500 סל"ד/דקה.
2) משוב לולאת המהירות/מיקום מאמצת רכיבים חדשים כגון סורג מובנה ברזולוציה גבוהה או מגנטי, בעל דיוק בקרה גבוה יותר של סיבוב ומשוב.
3) מבנה הבד כפול הציר המנוגד יכול להשלים עיבוד ברצף מלא בהידוק אחד, להפחית את היעילות ואת בעיות דיוק העיבוד הנגרמות מהידוק משני של חלק העבודה, ולשפר את יעילות העיבוד.
4) בקרה מרובה-צירית של כלים וטכנולוגיית הצמדה מרובה צירים משפרים את יכולתם של כלי מכונות לעבד חלקים מורכבים ואת יעילות העיבוד.מספר צירי הבקרה של כלי המכונה הוא שבעה, ומספר הכלים והכלים המונעים ללא מנוע הוא יותר מ-20.
5) תצורה אוטומטית שופעת להשגת המטרה של תפעול וניהול רב-מכונות של אדם אחד, בנוסף למסעי סרגל מסורתיים, מסועי שבבים וכו', כגון מקלט חומר ארוך/קצר, מכשיר להגדרת כלים אוטומטי, זיהוי חכם של חומרי עבודה. , חומר עבודה זיהוי קופץ אוטומטי, זיהוי שבירת כלי וכו' יושמו בהצלחה במוצרים כדי לשפר את רמת האוטומציה והניטור של כלי מכונות.
בדיקת איכות
החברה מגבשת ומיישמת תקני בקרה פנימיים מחמירים לניהול איכות כדי להשיג פיקוח קפדני על כל תהליך התכנון והייצור של כלי המכונה.
45 פריטי בדיקה ובדיקה, 632 נקודות בקרת איכות, 48 שעות להתאמת מבחן עיבוד עומס השבץ המלא, תוך שימוש בשלוש קואורדינטות.
מכשיר מדידה, אינטרפרומטר ERNISHAW לייזר F הבריטי, מכשיר איזון דינמי SIGMA יפני ועוד ציוד בדיקה דיוק מוביל בעולם, אחריות.
שליטה מדויקת בכל הפרטים של כלי המכונה.






